皮膚外用薬 レシピの特徴 Fishbone 特性要因図:③撹拌条件
Fishbone 特性要因図の③撹拌条件について紹介します。
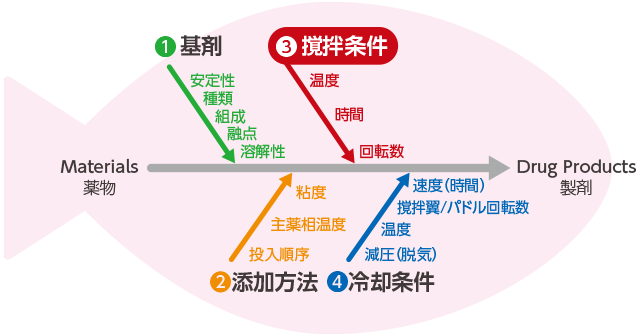
皮膚外用薬は、製造工程における撹拌時の回転数や温度などにより異なる製剤品質や特性を示します。ここでは、O/W乳剤性ローションを例として説明します。
乳化プロセスは、水と油との間の界面張力を下げた状態で機械的撹拌によって行われます。乳化剤、安定化剤などの添加剤の種類や投入順序などの添加方法が同じでも、有効な撹拌がなければ最適な乳化はできません。撹拌速度が遅いと水相と油相が十分に混和しませんが、速すぎると空気が第三相となって混入してしまい、製剤の安定性に影響します。そのため、撹拌速度の調節が必要です。
これよりO/W乳剤性ローションの乳化時の撹拌速度と温度が、粘度や乳化安定性および乳化状態に与える影響について説明します。
O/W乳剤性ローションの粘度 ~乳化時の撹拌速度による影響~
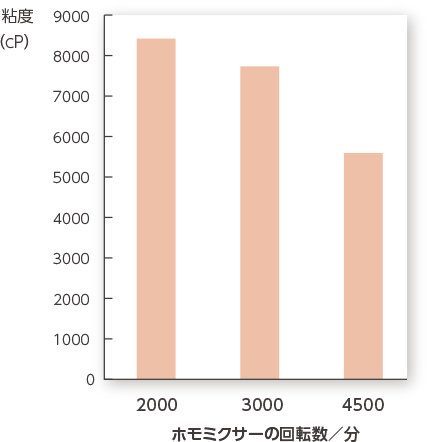
O/W乳剤性ローションの製造において、乳化工程時の撹拌速度(ホモミクサー(注)の回転数)が、粘度に及ぼす影響について検討しました。
図4に示す通り、O/W乳剤性ローションは、ホモミクサーの回転数の増加とともに、製剤の粘度が減少する傾向が確認されています6)。
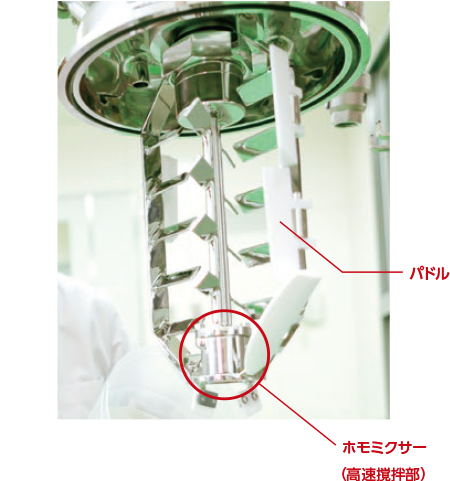
(注)ホモミクサー:乳化機、撹拌機の高速撹拌部のこと。回転数、回転方向等を設定して使用する。
図4 ホモミクサーの回転数がO/W乳剤性ローションの粘度に及ぼす影響(出典6より作図)
〈 評価方法 〉
撹拌速度(ホモミクサーの回転数)を毎分2000、3000、4500回転で製造した製剤(プラセボ)約200gを200mL容量のビーカーにとり、ラップで覆い25℃の環境下にて24時間以上放置し、試料とした。試料中にローター(3号ローター)を沈め、ローターを毎分10回転の速度で30秒間回転させ、粘度を測定した。
※粘度は、数値が高いほど硬いことを示す。
O/W乳剤性ローションの乳化安定性および乳化状態 ~乳化時の温度による影響~
O/W乳剤性ローションを、ホモミクサー回転数を毎分3000回転に固定して異なる乳化温度で製造した時の乳化安定性および乳化状態を検討しました。
表3に示す通り、本検討の条件下では、乳化温度を約50~55℃とした場合に乳化安定性あるいは乳化状態が悪くなることが分かりました6)。
表3 乳化時の温度がO/W乳剤性ローションの乳化安定性および乳化状態に及ぼす影響(出典6より一部改変)
| 乳化温度 | 約45℃ | 約50℃ | 約55℃ |
|---|---|---|---|
| 乳化安定性 | ◯ | △ | ◯ |
| 乳化状態 | B | B | C |
〈 評価方法 〉
製剤5gを15mL容量のバイアル瓶に充填し、50℃の恒温器に一定期間保存後、毎分3000回転で10分間遠心を行った。サンプルの水分離の程度(乳化安定性)を評価した。また、少量の製剤を薄く延ばした状態で顕微鏡観察(×400)を行い、乳化状態を評価した。
乳化安定性評価基準
◎:水分離を認めない
◯:極々僅かな水分離を認める
△:極僅かな水分離を認める
✕:僅かな水分離を認める
✕✕:明らかな水分離を認める
乳化状態評価基準
A:乳化粒子径が2~3μmのみ
B:乳化粒子径が2~3μmのものが中心で5~10μmのものも含む
C:乳化粒子径が2~3μmと、5~10μmのものが混在している
D:乳化粒子径が5~10μmのものが中心で、2~3μmのものも含む
E:Dの要件に加えて、乳化粒子径が10μm以上のものも含む
③撹拌条件<まとめ>
このように、皮膚外用薬の品質特性に影響を与える要因として、乳化時におけるホモミクサーの回転数や温度などの撹拌条件があります。
豆知識:臨床現場で用いられる軟膏剤調製機について
本文では、皮膚外用薬の製造工程で用いられる機械として、パドルで製剤を撹拌する乳化機を紹介しました。臨床現場では製剤同士を混合することがありますが、多くの薬局にある軟膏剤調製機は、パドルではなく、遠心力を利用した混合機です。この場合もパドルと同様に機械の回転数や回転時間を誤ると、軟化して液状となり、乳化が破壊されていることがあります。回転速度が速いと、空気が多量に混入して基剤が酸化されたり、混入した空気が次第に表面に出てきたりするなど問題が生じるので注意が必要です。

- 出典:
-
- 社内資料 O/W乳剤性ローションの粘度、乳化状態・安定性に及ぼす製造条件の影響